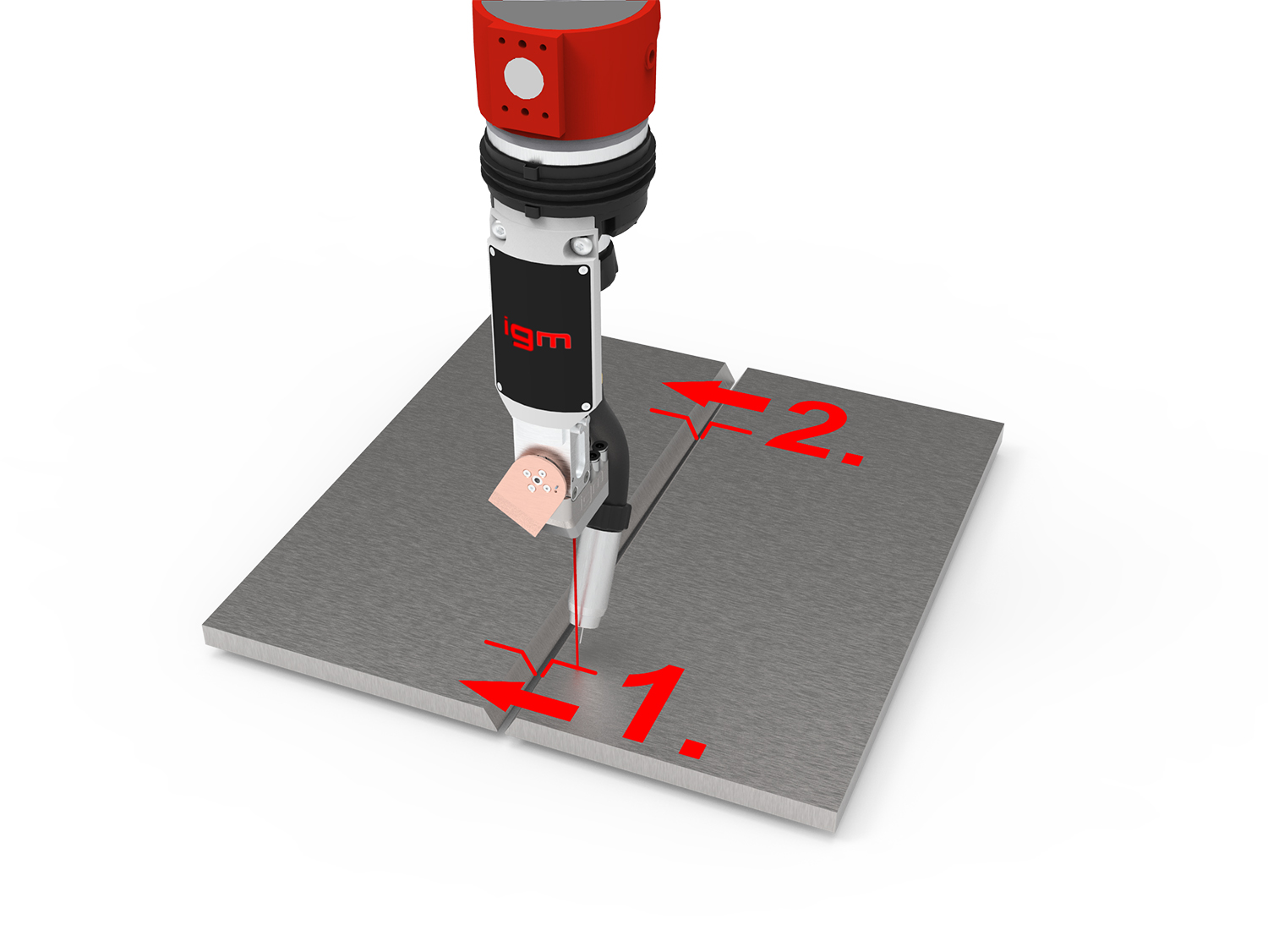






The gas nozzle itself is used as a sensor. This makes it possible - even on complicated workpieces and in confined spaces - to perform the required search steps on the reference surfaces of the workpiece, by which the position of the weld seams is determined. As soon as the gas nozzle gets into contact with the work piece, it is discharged and the robot stops immediately. This discharge is recorded on-line by the respective sensor board in the control cabinet and subsequently the robot moves to the next searching drive.
Arc seam sensing - precision welding of fillet and V-seams
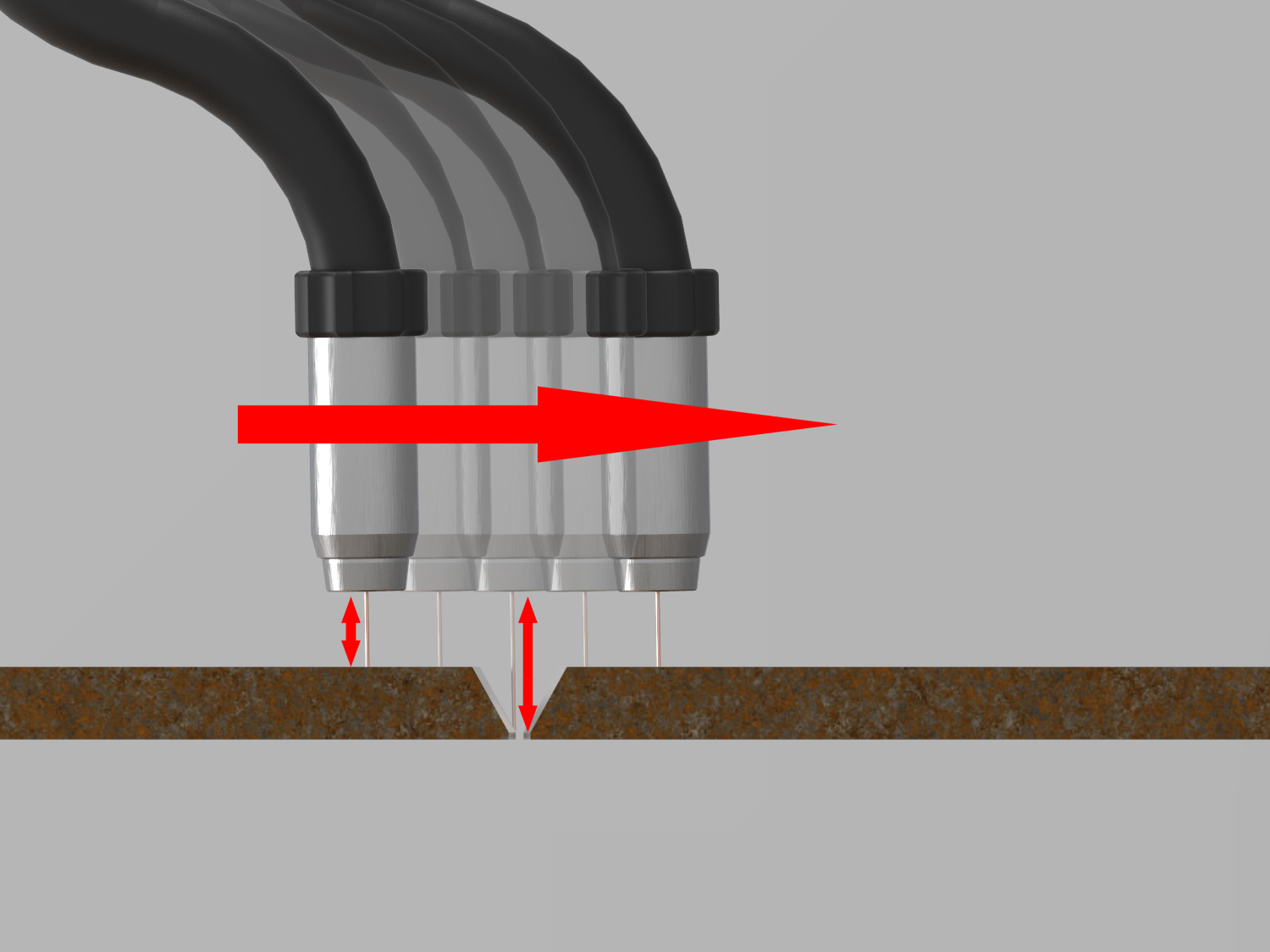
During the welding process arc seam sensing is used to compensate for positional tolerances of the welding seam.
By means of a special software and specifically designed hardware, the "actual" seam position of fillets and V-shaped joints is computed by processing data measured, while arc weaving gives a corresponding shift of the original programmed point(s) to the true seam position. This arc seam sensing technique can be used with a complete range of welding transfers such as short arc, spray arc and pulsed arc welding - using single or Tandem applications. The welding torch then follows the path of the seam joint exactly.
This process can be advantageous in combination with gas nozzle sensing. There, the starting point of each welding seam is detected by the sensor and the arc is ignited at the correct position with the desired stick-out.
igm laser camera iCAM
In order to enable the robot to find always the right direction, extremely effective, compact laser cameras are used. They are designed for tracking different welding seam types, for identifying and measuring detected gaps, and for online compensation of volumes variations.
The camera design is based on synchronized laser scan technology, featuring high speed stability, large and programmable workspace, deep visual range, and robustness regarding ambient light and reflections. Impassivity against high frequencies and magnetic fields makes it an ideal device for many industrial processes under rough conditions.
The igm laser camera iCAM is mounted on the wrist axis of the robot. It measures the position and volume of the weld groove online and adjusts the robot movement and the welding parameters accordingly. For the application with welding in narrow workpiece ranges, the camera can be automatically deposited and readopted during the welding program. This laser camera iCAM, developed by igm, offers as an outstanding feature the complete integration into the robot control. Thus programming is done with the igm teach pendant K6 without the need for an additional PC. The user benefits from the wide range of languages, European as well as Asian ones, being supported by the robot software. By means of the logging function, the whole joint geometry can be displayed, indicating gaps and volumes. A live view of the measuring field is given by grey scale value image.
igm laser sensor iLS-C
The igm laser sensor iLS-C is useful for applications when edges or gaps must be searched for. The sensor is conceived to detect deviations between the actual work piece position and its original position. Shifting is computed in parallel as well as in 3D mode, effectively compensating height and width deviations.
Compared with conventional tactile sensors, this laser sensor reduces non-productive times essentially by using high searching speeds and detecting height and lateral position during a single search path simultaneously. The well-designed teach pendant supports easy programming; special knowledge regarding processing algorithms is not required.
iLS-C shall typically be applied in those cases when tactile sensing is not possible due to sheet thicknesses and / or accessibility.
Detection is initiated by moving the sensor with the robot torch across the seam to be searched for. Always the entire search sequence is performed and then the image is analyzed. Thus interference such as peaks, freak values (mirror effects) or parasitic objects (spatter formation and debris) may be identified and filtered out. The seam type to be searched for must be assigned to the search sequence. The sensor computes the detected point's absolute position according to certain robot parameters and transmits the data to the robot control system.