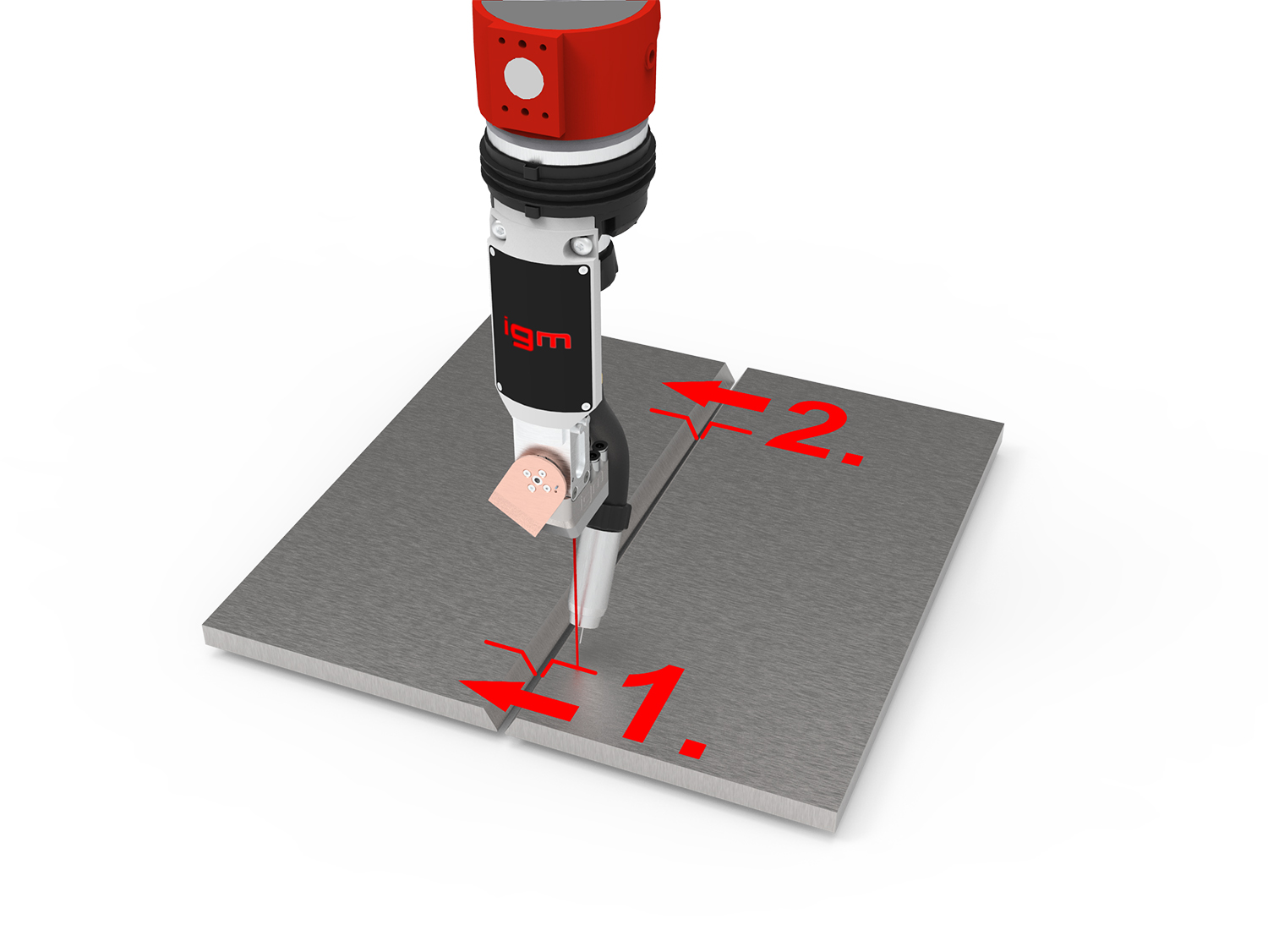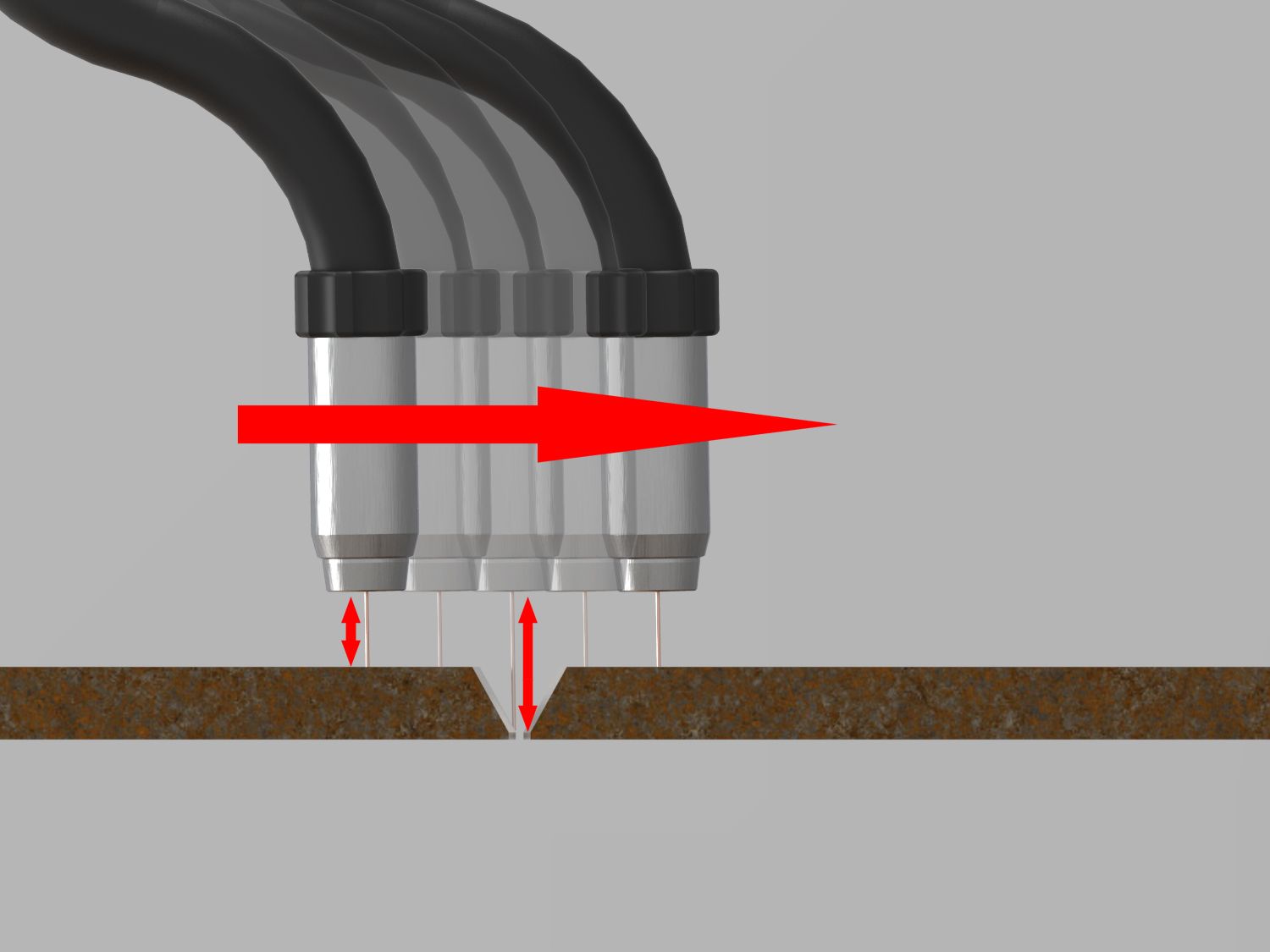






Magát a gázterelőhüvelyt szenzorként használjuk. Így a referencia felületeknél szűk térben és bonyolult munkadaraboknál is lehetséges a szükséges keresőjáratok végrehajtása, melyeket a hegesztési varratárkok helyzete határoz meg. A munkadarab érintésekor a gázterelőhüvelyen lévő veszélytelen törpefeszültség rövidzárlatot eredményez, melyet a robotban elhelyezett speciális szenzorkártya értékel ki.
igm ívszenzor – precizitás sarok-és V-varratoknál
A hegesztés közbeni online ívvezérelt varratkeresés a hegesztési varratpozíció eltérések kiegyenlítésére szolgál. Saját fejlesztésű szoftver biztosítja, hogy a hegesztőív mindig tökéletesen a megkívánt hegesztési nyomvonalat követi.
A pisztoly lengetéssel halad előre és a vezérlés az ívhossz változásokból néhány lengetés alatt kiszámolja a sarok, vagy V-varrat pontos helyzetét és a programozott poziciók helyzetét pillanatok alatt korrigálja. Speciális vezérlési elv révén rövidzárlatos és szórt íves, továbbá impulzushegesztés esetén a legkisebb eltérések is felismerhetők és kiértékelhetők. A hegesztőpisztoly ezzel követi a hegesztési varrat pontos nyomvonalát.
Előnyös lehet az ívszenzor alkalmazása gázterelőhüvelyes kereséssel együtt. Ekkor minden varrat kezdőpontját gázterelőhüvellyel keressük meg, és ezzel hegesztőív a megfelelő helyen és megfelelő huzalkinyúlással (stick-out) alakul ki.
igm lézerkamera iCAM
Ahhoz, hogy a robot mindig megtalálja a helyes irányt, kompakt és nagyteljesítményű lézerkamera kerül alkalmazásra. Ezt nem lehet kijátszani, követi a legkülönbözőbb formájú hegesztés varratokat, felismeri és beméri az esetleges réseket, és kompenzálja a hozaganyaggal feltöltendő varratárok térfogatváltozásait.
Szinkronizált lézertechnológiának köszönhetően a kamera mindig tökéletes képet ad. Állandó sebességet garantál, nagy programozható munkaterülettel rendelkezik és mély látási tartománnyal bír. Érzéketlen reflexiókra és környezeti fényekre. Gyakorlatilag a nagyfrekvenciás vagy mágneses mezők sem zavarják a kamera látását. Ez teszi ideális eszközzé extrém körülmények közötti ipari alkalmazásoknál is.
Az igm iCAM lézerkamera a robot hegesztőpisztolyt is mozgató tengelyére van rögzítve, online méri a pozíciókat és a hegesztési varrat térfogatát, majd ennek megfelelően szabályozza a hegesztési paramétereket és robot mozgásokat. Keskeny munkadarab helyek hegesztésénél a kamera levehető és ismét felvehető.
Az igm által kifejlesztett lézerkamera fő előnye az egyszerű beintegrálása a robotvezérlésbe. Ezzel a programozása a K6 manuális programozó készülékkel történik és nem szükséges kiegészítő számítógép. A kezelőnek minden nyelvi variáció rendelkezésre áll és a távolkeleti nyelvek írásjeleit is kezelni tudja. Logging funkcióval a mért varratgeometria résadatokkal és varratvolumennel megjeleníthető, egy szürkeképes ablak élő képet ad a mérési tartományról. A kamera opcionálisan egy vezérlésbe integrált szenzortengellyel is kiegészíthető.
igm lézerszenzor iLS
Az igm lézerszenzort (iLS-C) ott alkalmazzák, ahol sarkokat, réseket és komplex struktúrákat biztosan és gyorsan kell felismerni. A lézerszenzor eltéréseket mér az eredeti helyzet és aktuális munkadarab poziciói között, ahol a szenzor térbeli helyzetét felismeri és ezzel a magassági és oldalirányú eltérések kompenzálásra kerülnek.
A hagyományos tapintó szenzorokkal szemben az iLS-C a gyors keresési sebessége révén jelentősen csökkenti a mellékidőket és a varratpozíció térbeli érzékelésével egy keresési járat elegendő. Az ergonómiailag kialakított K6 kézi programozó készülék a paraméterek közvetlen beadásával egyszerű programozást biztosít, nem szükséges speciális tudás a kiértékelő algoritmushoz.
Az iLS-C lézerszenzor egyéb alkalmazási területei azon aplikációk, ahol az érintős szenzorrendszerek a lemezvastagság és/vagy hozzáférési nehézségek miatt nem alkalmazhatók.
A felismeréshez a szenzor a pisztollyal együtt a keresendő varrat felett keresztbe mozog. A keresőjárat után a felvett kép kiértékelésre kerül, ahol a zavaró befolyásokat, mint pl. a tükröződéseket, fröcsköléseket, koszolódásokat, vagy más zavaró kontúrokat kiszűrik. A mért varratformát hozzá kell rendelni minden kereső járathoz. A kiértékelő szoftver a robotparamétereknek megfelelően kiszámolja a mérési pont abszolút pozícióját és továbbadja a robotvezérlésnek.