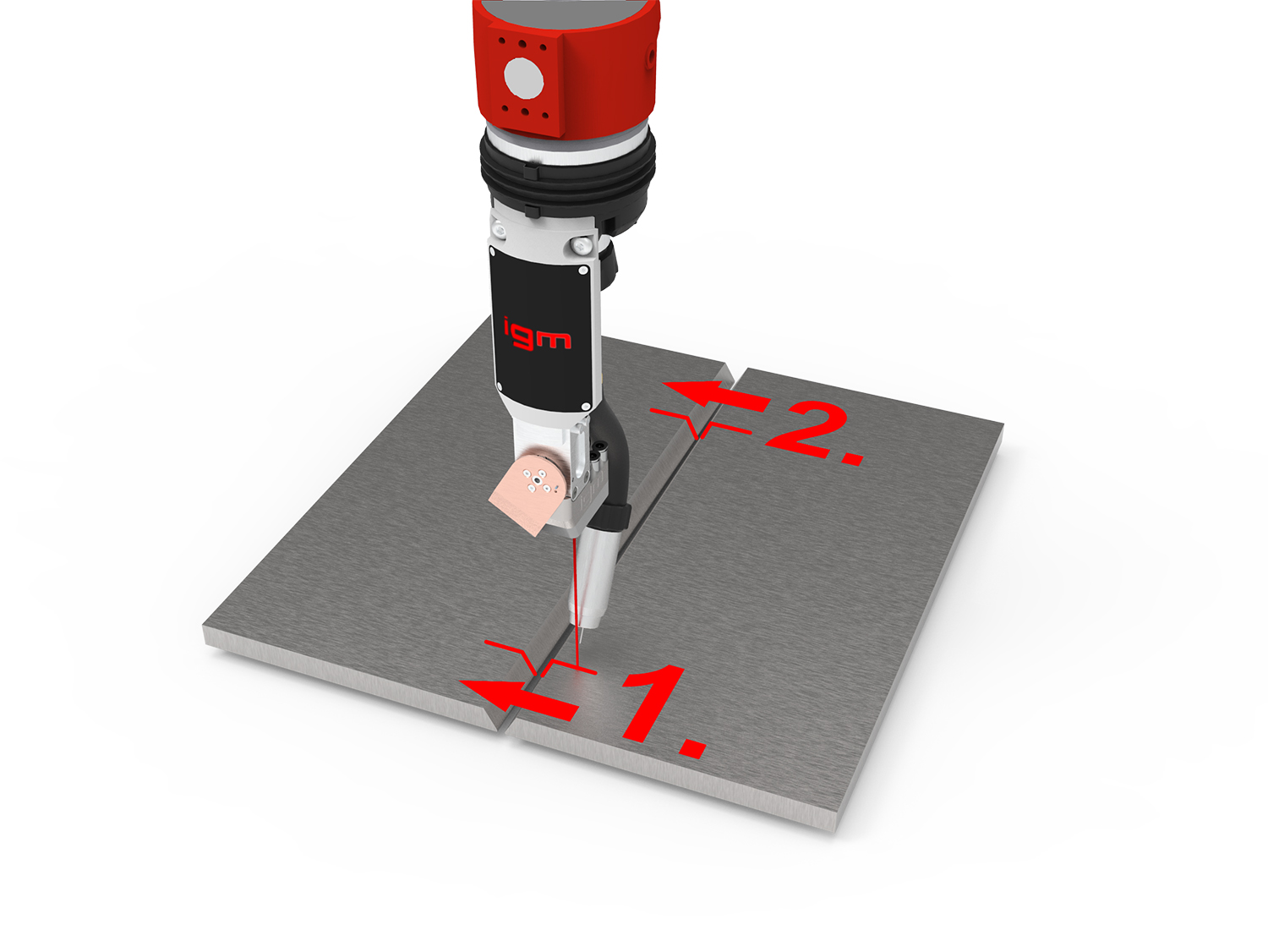
气体喷嘴本身用作传感器。这使得即使在复杂的工件和封闭的空间中,也可以在工件的参考表面上执行所需的搜索行程,从而确定焊缝的位置。一旦气体喷嘴与工件接触,它就被排出,随后机器人移动到下一次搜索运行。
电弧焊缝感应-角焊缝和v焊缝的精密焊接
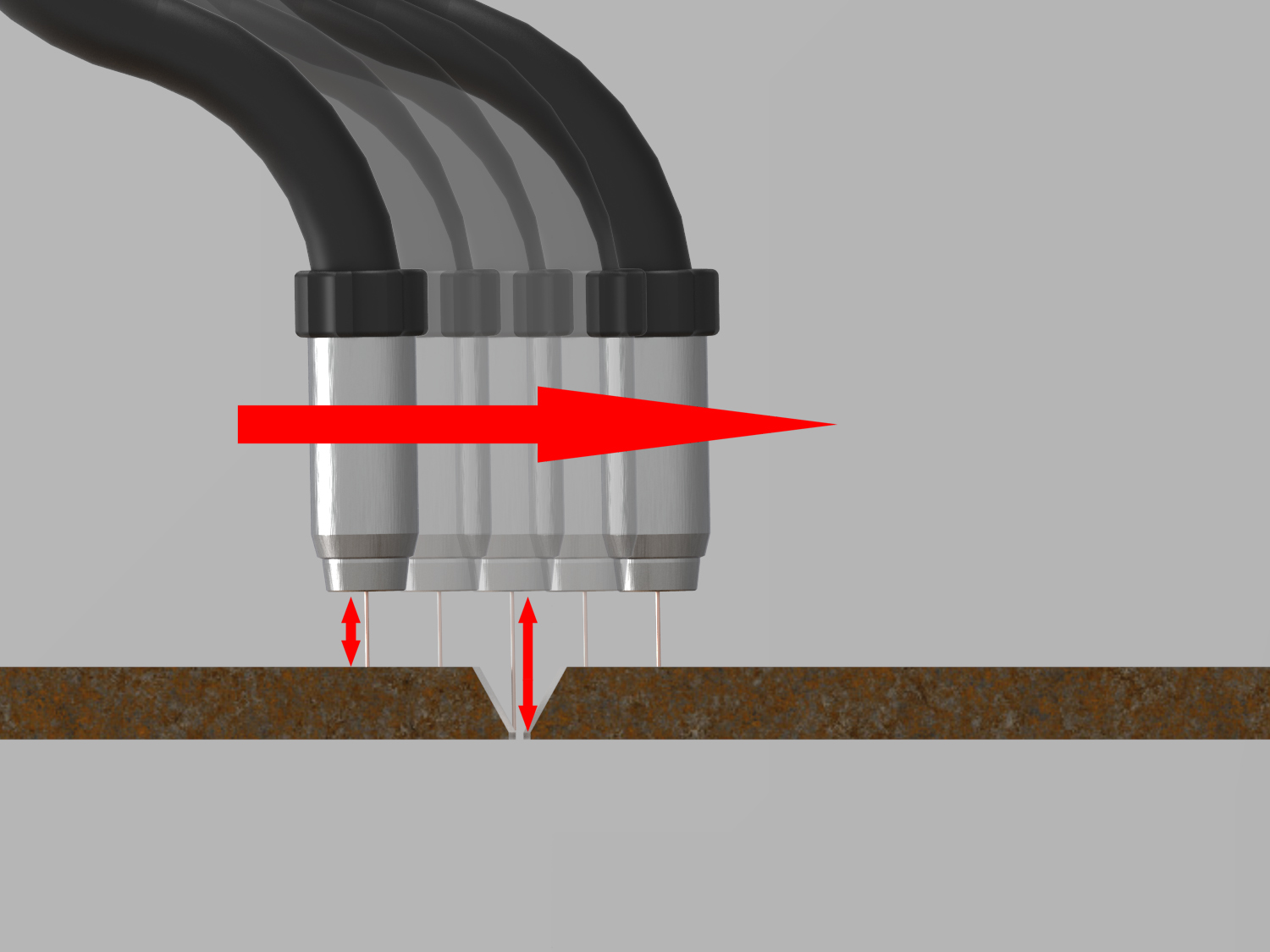
在焊接过程中,采用感应电弧来弥补焊缝的位置公差。
利用专门的软件和专门设计的硬件,对弧线编织时测得的数据进行处理,计算出圆角和v形接头的“实际”焊缝位置,使原来的编程点相应的移动到真实的焊缝位置。这种电弧接缝传感技术可用于各种焊接转移,如短弧,喷射电弧和脉冲电弧焊 - 使用单一或串联应用。 然后焊枪遵循接缝的精确路径。
该方法与气体喷嘴传感相结合,具有一定的优越性。传感器检测到每个焊缝的起始点,并在正确的位置以所需的伸出点点燃电弧。
igm激光相机iCAM
为了使机器人始终找到正确的方向,igm使用了非常有效的激光相机。它们设计用于跟踪不同的焊缝类型,用于识别和测量检测到的间隙,以及用于补偿体积。
iCAM基于同步激光扫描技术,具有高速稳定性,大型可编程工作空间,深度可视范围以及环境光和反射的稳健性。对高频和磁场的无效性使其成为恶劣条件下许多工业过程的理想设备。
igm激光相机iCAM安装在机器人的手腕轴上。它在线测量焊接槽的位置和体积,并相应地调整机器人的运动和焊接参数。为了在狭窄的工件范围内进行焊接,可以在焊接程序中自动存放和重新读取相机。这个igm开发的激光相机iCAM作为一个突出的功能完全集成到机器人控制中。因此,使用igm示教器K6进行编程,而无需额外的PC。用户受益于机器人软件支持的各种语言,欧洲语言和亚洲语言。通过记录功能,可以显示整个关节几何体,指示间隙和体积。灰度值图像给出了测量场的实时视图。可选地,摄像机可以安装到旋转装置上,作为感应器集成在机器人控制器中。
igm激光传感器iLS-C
igm激光传感器iLS-C对于必须搜索边缘或间隙的应用非常有效。设计传感器以检测实际工件位置与其原始位置之间的偏差。移位是在并行和3D模式下计算的,有效地补偿了高度和宽度偏差。
与传统的触觉传感器相比,激光传感器通过使用高搜索速度和在单个搜索路径中同时检测高度和横向位置,基本上减少了非生产时间。我们精心设计的示教器支持轻松编程;不需要有关处理算法的特殊知识。
iLS-C通常适用于由于板材厚度或可接近性而无法进行触觉传感的情况。
通过将机器人焊枪移动到要搜索的接缝上来移动传感器来启动检测。始终执行整个搜索序列,然后分析图像。因此,可以识别并滤除诸如峰值,错误值(镜面效应)或寄生物体(飞溅物和碎片)之类的干扰。必须将要搜索的接缝类型分配给搜索序列。传感器根据机器人参数计算检测点的绝对位置,并将数据传输到机器人控制系统。