






igm Robotersysteme AG submitted the following project and was awarded a certificate of recognition for it:
Additive manufacturing of large-volume screw geometries
Project description
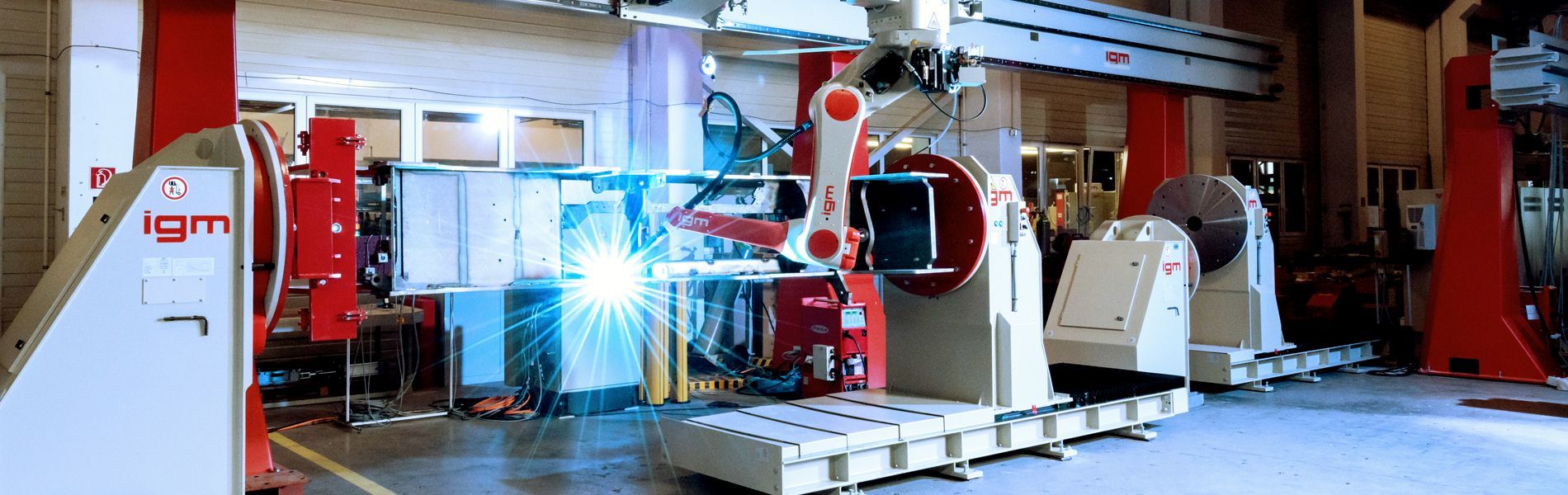
The aim of the project is the automated production of screws by means of WAAM (Wire-and-Arc Additive Manufacturing) with robots under the special consideration of simple programming.
Manufacturing and process description
AM (Additive Manufacturing) is an additive manufacturing process for generating components by depositing material layer by layer. In WAAM (Wire-and-Arc Additive Manufacturing), the material is applied by means of arc welding; metal parts are deposited layer by layer with the help of a melting wire electrode. The welding process must be set to be as low-energy, i.e. as "cold" as possible, so that the lower layers do not melt again and can also be manufactured close to contour and detail. The welded layer must be very uniform, as defects continue in the layers above.
The CMT process was chosen because it achieves good deposition rates and introduces little heat into the component. A part of a screw conveyor with a slightly conical base body was selected as a demonstration workpiece, which is currently produced as a cast or forged part. Using WAAM, a part can be manufactured in a simpler, more specific (batch size 1) and more targeted way (different material for the base tube and for the built-up screws and additionally hardfacing of the wear layers).
Robots an advantage
The following requirements are placed on robot production: Offline programming should be based on CAD data, the division of the cross-section into discrete layers ("slicing") should be simple, the robot programme created should have a parameterisable architecture and the welding process must be secure and stable.
As a first step, a slicing algorithm was developed, which is essentially the calculation of the differential volume between the base body and the material to be welded on. The process consists of placing a slicing plane through the axis of rotation of the component and rotating it around this axis at specific intervals (angles of rotation). The individual welding beads to create the slug are applied in such a way that the welding movement takes place in the axis of rotation of the component and the component is further clocked around the axis of rotation by a specified angle of rotation.
A specially developed software tool reduces the robot programming to a minimum. Only the starting point is specified and with the help of the igm iSCRIPT application (iSCRIPT - in-house developed programming language for solving complex tasks), the controller automatically calculates the welding positions and number of layers based on freely selectable contour specifications. These geometry parameters can be set via an input mask on the offline programming PC, the most important of which are the distance between the individual slicing planes, the height of the weld beads and the width of the beads. From these values, the vertical offset of the welding torch and the rotational offset of the manipulator axis are calculated. The complete path calculation and motion planning is done offline, the finished robot programme is transferred to the controller.
The igm robot control enables a dynamic programme sequence, the fully integrated sensor determines the required power and position and thus the contours to be applied are automatically adjusted according to height.
Future in the present
At present, the screw bodies are produced as castings. This means that a specific material is specified for the entire part. Due to the varying wall thicknesses, the production is time-consuming and involves the risk of shrinkage. The technology presented here makes it possible to produce the basic body as a turned part at low cost and to apply the other geometries using WAAM. For this purpose, materials with increased mechanical quality values can be used for highly stressed, uppermost wear layers.
A significant advantage also lies in the flexible production. Castings have to be ordered well in advance, and in some cases the suppliers are located in the Far East. Short-term design changes are therefore impossible. With WAAM technology, including offline programming, production can also be carried out in-house with batch size 1. The process-related longer WAAM production times are of no consequence compared to the long lead and delivery times for cast production.

